При электромонтажных работах методом контактного разогрева соединения и ответвления проводятся на жилах от 2, 5 до 10 мм2. Эта работа выполняется при помощи аппарата ВКЗ-1 или с применением клещей с угольными электродами и обоймами.
ВКЗ-1 состоит из сварочного пистолета с пусковой аппаратурой, сварочного трансформатора 16 (рис. 3), цепи управления и угольного электрода 2.
Принцип сварки заключается в том, что при движении угольного электрода 2 пленка оксида А12Оэ ломается, а расплавленный алюминий токоведущих жил перемешивается, чем и обеспечивается при остывании капли жидкого алюминия надежный электрический контакт, имеющий достаточную механическую прочность.
Сварку осуществляют без применения флюса. Торец скрученных жил на длине 30—40 мм кусачками заостряют с образованием угла 30° и зажимают в губках 1 держателя таким образом, чтобы заостренный конец упирался в лунку угольного электрода 2, предварительно отведенного назад. Процесс сварки происходит автоматически после нажатия спускового рычага 12.
Сварка прекращается после оплавления жил на заданной длине, определяемой величиной хода подвижного угольного электрода.
Соединения и ответвления жил в клещах с двумя угольными электродами и с применением обоймы выполняют следующим образом: приготавливают прямоугольные стальные полоски толщиной 0, 3—0, 5 мм, длиной 150 мм, шириной 15 мм; снимают изоляцию с соединяемых жил на длине 30—40 мм, жилы зачищают до блеска, затем укладывают вместе при соединении две, а при ответвлении три жилы, обжимают их стальной полоской 1 (рис. 4), образующей обойму так, чтобы торцы жил выступали из обоймы на 2 мм, и зажимают обойму с проводами плоскогубцами 4. Верхнюю часть обоймы вместе с введенными в нее проводами сжимают угольными электродами 2 клещей 3.
После расплавления концов жил (начало плавления определяют по осадке металла в обойме) и остывания металла снимают обойму, очищают место сварки щеткой из кардоленты и покрывают соединение влагостойким изоляционным лаком.
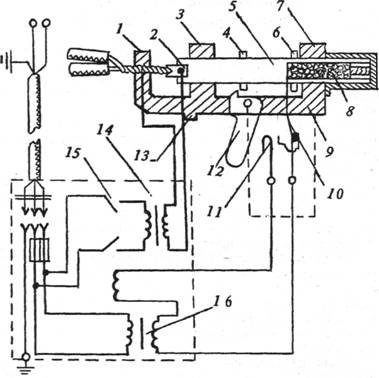
Рис. 3. Соединение алюминиевых жил электросваркой с помощью аппарата ВКЗ-1 без применения флюса: 1 — губки зажима провода; 2 — угольный электрод; 3, 7 — передняя и задняя стойки с отверстиями; 4, 6 — передний и задний бортики стержня; 5 — полый стержень подачи; 8 — пружина подачи; 9 — сварочный пистолет; 10, 11 — контакты отключения и включения; 12 — спусковой рычаг; 13 — основание пистолета; 14 — трансформатор 220/10 В; 15 — реле включения; 16 — трансформатор цепи управления 220/36 В
При соединении жил открыто прокладываемых проводок и ответвлений жилы у места сварки изолируют липкой лентой, а в скрытых проводках соединения и ответвления, выполненные в ответвительных коробках, изолируют полиэтиленовыми колпачками.
Электросварка методом контактного разогрева не требует припоя и обеспечивает однородный и стабильный электрический контакт, обладающий достаточной механической прочностью. Во всех случаях сварки обязательно применение флюса.
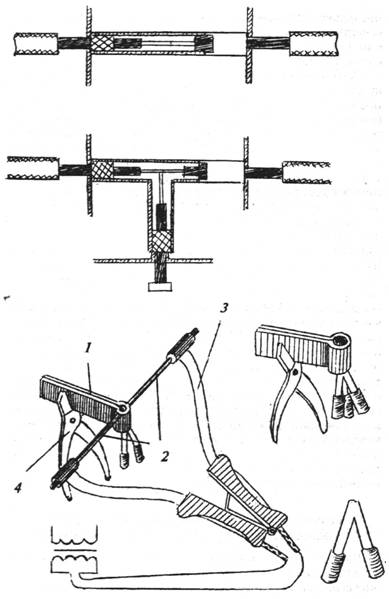
Рис. 4. Различные способы соединения проводов:
1 — обойма из стальной полоски; 2 — угольные электроды; 3 — двухэлектродные клещи; 4 — плоскогубцы
Исключение составляют только соединения жил сечением 2, 5—10 мм2 электросваркой контактного разогрева с применением обоймы или аппарата ВКЗ-1, так как в этих случаях пленка оксида удаляется механическим путем. Соединения алюминиевых жил сечением 2, 5—10 мм2 между собой и алюминиевых с медными (сечением 1, 5—4 мм2) проводами можно выполнять электросваркой с помощью одного угольного электрода, установленного электродержателя и подключенного ко вторичной обмотке трансформатора Р—12 В мощностью 0, 5 кВа.
Цепь замыкают через электродержатель 5 (рис. 5), в котором зажаты скрученные жилы 7. Предварительно с концов жил проводов снимают изоляцию: у алюминиевых на длине 30—40 мм, а при соединении алюминиевых с медными у первых на длине 50—65 мм, у вторых на длине 25—35 мм. Жилы обрабатывают до металлического блеска щеткой из кардоленты или наждачной бумагой. Алюминиевые жилы скручивают, а в случае соединения их с медной жилой алюминиевая жила навивается вокруг медной или вокруг сложенных вместе жил навивают отрезок алюминиевой проволоки с сечением, равным сечению соединяемой алюминиевой жилы. Место соединения покрывают тонким слоем флюса ВАМИ на длине 5—6 мм. Подготовленные концы жил располагают вертикально, зажимают в электродержателе и сваривают путем прикасания угольного электрода 6 к их торцам. В процессе сварки угольный электрод прижимают к торцам жил до расплавления алюминия и образования сварного шарика.
При соединении алюминиевых жил с медными электрод прижимают к выступающему концу медной жилы до тех пор, пока выступающая часть медной жилы и один-два витка алюминиевой жилы не расплавятся и не образуют сварной шарик. После сварки электрическое контактное соединение очищают от флюса и покрывают влагостойким изоляционным лаком и изолируют.
